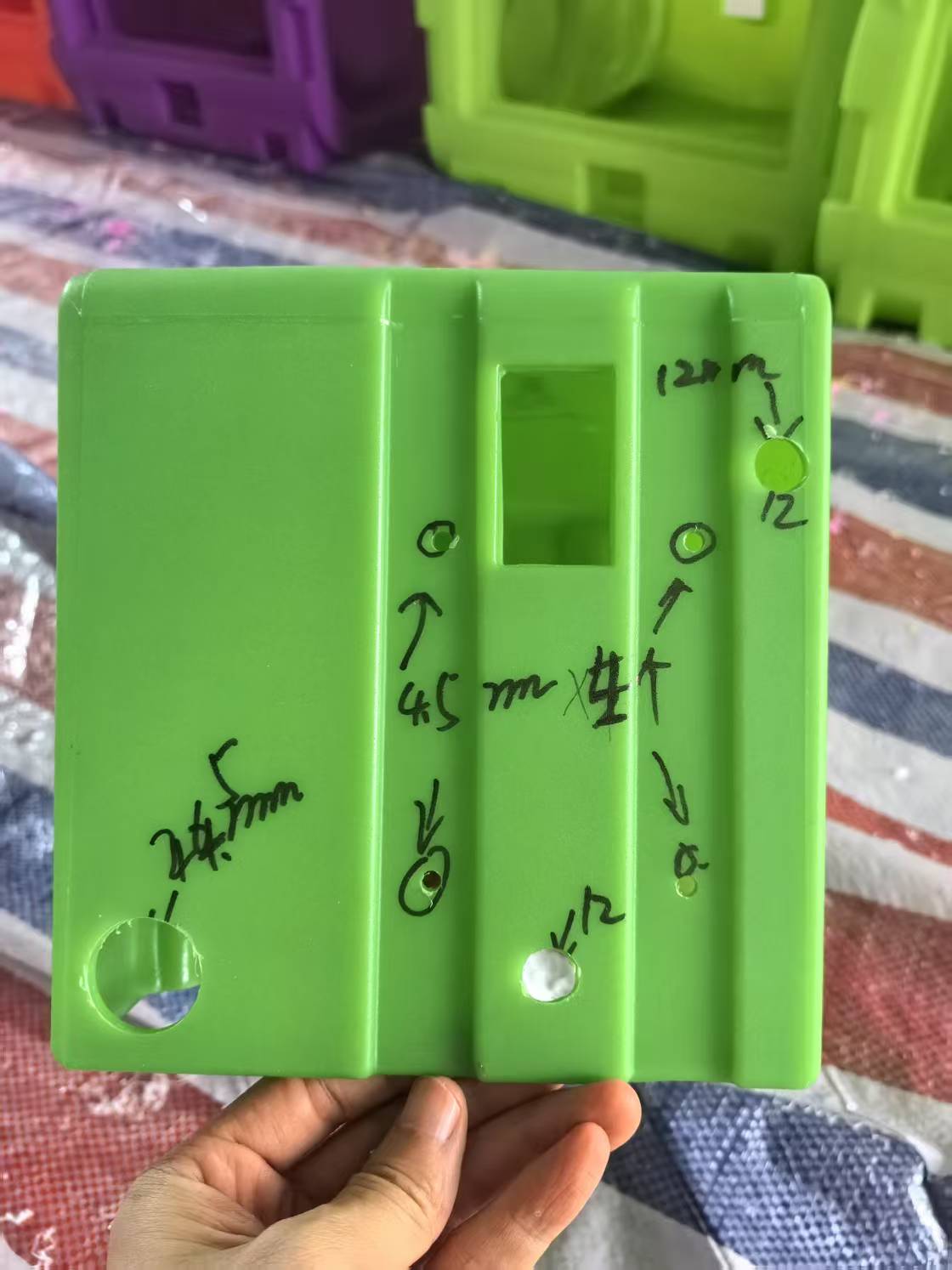
滚塑水箱加工避坑指南!孔位统一有多重要?血泪经验分享💥
宝子们,今天必须吐槽滚塑水箱加工的「孔位玄学」!后端加工时如果能让所有孔直径相同,简直能拯救强迫症+效率党🚑!但现实是:一个产品5个型号孔位,后端CNC五轴加工没刀库,换钻头换到崩溃😫 人工加工更是要反复切换规格,螺丝配件不统一的话,分分钟让生产线变成「钻头大乱斗」💦
现状痛点大揭秘:
1. 无刀库CNC的致命伤:每次换孔直径都要手动换钻头,单台设备每天浪费2小时在「找钻头」上,效率直接砍半!
2. 配件混乱连锁反应:客户坚持不同孔位用不同螺丝,结果仓库要备10种钻头+5种螺丝,管理成本飙升不说,还总因拿错料停机🤯
3. 人工加工的崩溃瞬间:师傅一天换20次钻头,手酸到握不住工具,孔位精度还忽大忽小,质检都要多花一倍时间👋
求问大佬们:这种情况怎么破?
✨目前想到的优化方向:
▫️设计端提前介入:工程部评审时强烈建议客户统一螺丝规格,哪怕用同一尺寸螺丝配不同垫片,也比换钻头省时!
▫️低成本刀库改造:有没有适合小型CNC的简易刀库方案?预算有限但急需提效…
▫️标准化预制件替代:能不能把常用孔位做成预制嵌件,滚塑时直接预埋,减少后期加工?
走过路过的制造业大神们,快把你们的「孔位统一秘籍」砸向我!评论区蹲一个「效率救星」🌟
#滚塑水箱 #加工效率 #CNC加工 #制造业痛点 #孔位标准化