 云霞育儿网
云霞育儿网井下矿车灭火系统:智能监测与高效应对恶劣环境,实现早期灭火
矿井深处的高湿度、多粉尘环境对灭火系统提出了严苛要求。矿车灭火装置采用全封闭式设计,关键部件都经过特殊防潮处理,能够抵御井下潮湿空气的侵蚀。

针对矿车运行时的剧烈震动,装置内部采用缓冲结构设计,确保电子元件在颠簸环境中稳定工作。防爆外壳能够承受意外碰撞,避免因机械损伤导致系统失效。这种"钢筋铁骨"的设计理念,使系统完全适应井下恶劣工况。

智能火情识别网络
矿车灭火系统构建了立体化监测网络。温度感应单元分布在动力舱、制动系统等关键部位,实时追踪热量变化趋势。气体分析模块则持续监测一氧化碳等火灾标志性气体浓度,实现早期预警。

系统采用多级判断机制,能够区分电气短路、液压油泄漏等不同火源类型。当检测到异常信号时,会先启动局部降温措施,若情况持续恶化则自动转入灭火程序。这种渐进式响应策略避免了不必要的系统触发。

高效灭火介质选择
考虑到井下空间限制,矿车灭火系统采用高效浓缩灭火剂。这种专用配方能够在极少量使用时就形成隔绝层,迅速扑灭油类、电气设备等多种类型火灾。灭火剂喷射后不留残留,不影响后续设备检修。
系统采用定向释放技术,灭火剂通过精心设计的喷嘴形成保护屏障,既有效覆盖火源区域,又避免对周边设备造成影响。释放管路采用耐高温材料,确保在极端情况下仍能可靠工作。
多重安全联锁机制
矿车灭火系统与矿山安全监控平台深度集成。系统启动时,会自动切断相关电路,触发声光报警,并向地面控制中心发送实时信息。这种联动设计为应急响应争取了宝贵时间。

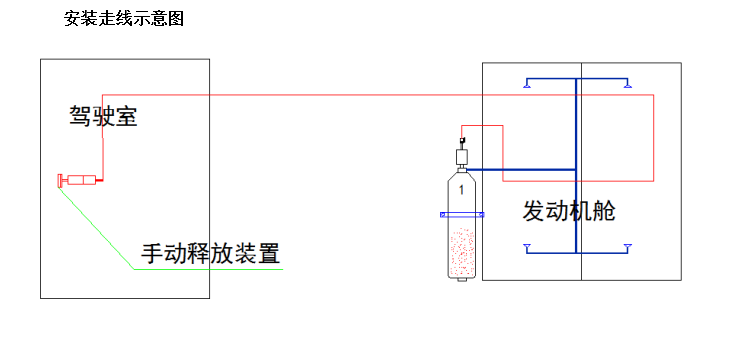
装置配备双重启动系统,既可由传感器自动触发,也可通过驾驶室紧急按钮手动启动。系统状态实时显示在操作面板上,方便驾驶员随时掌握安全状况。自检功能定期检测各组件工作状态,及时发现潜在故障。

发表评论:
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。